Lỗ sâu bằng mũi khoan. Khoan một lỗ thẳng đứng bằng máy khoan Video: Hoạt động của phụ kiện “Cricket”
Khoan là một trong những hoạt động được thực hiện thường xuyên nhất bởi các thợ thủ công tại nhà. Và bất kỳ bậc thầy nào cũng gặp phải vấn đề khi khoan, đặc biệt nếu công việc đòi hỏi sự tinh tế. Và những công việc tế nhị thường xảy ra nhất: mũi khoan bị thiếu nửa milimet - cửa đồ nội thất bị lệch hoặc một chiếc móc khăn đơn giản trong phòng tắm bị lệch và không thể khoan lại: gạch vừa được lát. Sự duyên dáng và “độ sồi” không tương thích với nhau, vì vậy bạn cần biết cách khoan đúng cách bằng máy khoan.
Sự an toàn
Về mặt an toàn điện, các dụng cụ điện có bán trên thị trường thuộc loại II: cách điện làm việc kép, được phép sử dụng mà không cần nối đất bổ sung, tức là. Máy khoan như vậy có thể được cắm vào ổ cắm thông thường, không phải của Châu Âu thông qua bộ chuyển đổi. Tại “chợ sắt”, bạn có thể tìm thấy các dụng cụ loại I (“công nghiệp”) có đầu nối đất trên thân kim loại. Việc sử dụng nó trong cuộc sống hàng ngày rất nguy hiểm và mâm cặp của nó thường được sử dụng cho máy khoan có chuôi côn (côn Morse), không phù hợp để khoan tác động quay. Vì vậy, đừng mua một chiếc máy khoan như vậy, ngay cả khi nó mạnh và rẻ tiền.
Loại I được ghi trên bảng tên của máy khoan và nếu không có chỉ định thì thân máy được làm bằng nhựa một phần hoặc hoàn toàn và dây có phích cắm Euro là dụng cụ loại II. Loại III - dụng cụ điện có điện áp hoạt động lên đến 42 V (điện áp thấp) có thể được nhận biết bằng ký hiệu loại trên bảng tên và bằng phích cắm đặc biệt có tiếp điểm phẳng theo chiều ngang. Nó phù hợp để sử dụng tại nhà, nhưng bất tiện: bạn cần một máy biến áp giảm áp mạnh mẽ.
Để bảo vệ chống lại các vật thể lạ và độ ẩm, các dụng cụ và thiết bị điện được đánh dấu bằng các chữ cái IP (Bảo vệ chống xâm nhập) với hai số sau chúng: số thứ nhất - từ vật lạ, số thứ hai - từ độ ẩm. Nếu mức bảo vệ cho bất kỳ vị trí nào bằng 0 thì chữ X được đặt thay vì số tương ứng. Do đó, máy khoan IP32 có thể được sử dụng ngoài trời trong điều kiện thời tiết tốt; IPХ2 - chỉ bên trong, IP34 - bên ngoài trong sương mù và mưa phùn, và IP68 có thể hoạt động trong Samum ở Sahara và dưới nước.

Quan trọng: chữ số đầu tiên là 2 nghĩa là thiết bị có khả năng chống ngón tay; ví dụ: ổ cắm gia đình có mức bảo vệ IP22. Nhưng điều này không có nghĩa là nếu bạn lấy tay cầm mâm cặp khoan có cùng mức độ bảo vệ khi đang làm việc, nó sẽ tự dừng lại. Tiêu chuẩn IP không phải là bằng chứng ngu ngốc.
Hộp đạn
Mâm cặp ba hàm thông thường có độ chính xác và khả năng khoan quay tốt. Khi sử dụng máy khoan tác động quay, nó nhanh chóng bị lỏng, mâm cặp mất đi độ chính xác và có thể hỏng hoàn toàn: vòng ren của cơ cấu cam bị đứt. Để gia công trên các vật liệu cứng, giòn, mâm cặp ba hàm thích hợp để sử dụng không thường xuyên hoặc với thân gia công kim cương ở chế độ chỉ quay.

Trong mâm cặp tháo nhanh (bạn có thể nhận biết nó nhờ vòng đệm bằng nhựa gợn sóng), mũi khoan được kẹp bằng một ống kẹp. Mâm cặp như vậy giữ máy khoan tốt hơn trong quá trình khoan quay va đập, nhưng kém chính xác hơn và ít được sử dụng cho các công việc phức tạp. Cuộc tập trận mạnh mẽđược trang bị mâm cặp hai tay - việc kẹp và nới lỏng được thực hiện bằng các vòng khác nhau.

Hộp mực SDS (Steck-Dreh-Sitzt, tiếng Đức “inserted-turn-sits” hoặc Hệ thống trực tiếp đặc biệt, hệ thống trực tiếp đặc biệt, tiếng Anh) được phát minh bởi Bosh. SDS lý tưởng cho công trình xây dựng: hệ thống rãnh định hình, xem hình, cố định tuyệt đối chắc chắn các bộ phận làm việc theo nguyên lý xếp hình Trung Hoa; Việc thay thế mũi khoan được thực hiện chỉ bằng hai chuyển động nhẹ nhàng.
Thật không may, SDS không phù hợp để gia công kim loại và mộc: độ chính xác định tâm của máy khoan là không đủ. Bộ chuyển đổi từ mâm cặp ba hàm sang SDS chẳng có ý nghĩa gì: nó sẽ bị lỏng do rung, giống như máy khoan thông thường. Do đó, máy khoan SDS không tương thích với các dụng cụ làm việc thông thường.
Ghi chú: Có ba loại SDS phù hợp: SDS+, SDS Top và SDS Max. SDS Top hiếm khi được sử dụng, như một lựa chọn trung gian và thường không thành công; SDS+ được thiết kế cho các dụng cụ cầm tay có trọng lượng lên tới 5 kg; SDS Max – dành cho người dùng nặng bằng hai tay.
Sức mạnh và tốc độ
Mua một máy khoan tác động quay cho công việc chung, không cần tiết kiệm điện. Dự trữ năng lượng là cần thiết để tạo ra mô-men xoắn cần thiết ở tốc độ thấp. Đặc điểm bên ngoàiđộng cơ điện cổ góp có kích thích tuần tự được sử dụng trong máy khoan là gần lý tưởng, nhưng động cơ công suất thấp ở tốc độ thấp sẽ quá nóng do dòng điện cao. Bạn cũng nên mua, nếu không được bao gồm, một tay cầm trượt phía trước.
Tốc độ tối đa của máy khoan cũng rất quan trọng. Công cụ kim cương đúng nghĩa là “ăn sạch” trước mắt chúng ta với tốc độ quay dưới 1600-1700 vòng/phút; tốc độ hoạt động bình thường của nó là từ 2500 vòng/phút. Dụng cụ cacbua yêu cầu ít nhất 1500 vòng/phút. Nếu bạn gặp một chiếc máy khoan có tốc độ 600-1200 vòng / phút thì đây là một công cụ đặc biệt dành cho công việc mục đích chung không hợp
Để gia công chính xác trên kim loại, máy khoan đơn giản, chỉ quay có công suất thấp - 120-200 W - là phù hợp nhất. Một giá đỡ biến máy khoan thành máy khoan để bàn sẽ rất hữu ích. Và nếu bạn cũng bỏ tiền ra mua một chiếc bàn xoay cho giường, thì bạn có thể xay các bộ phận nhỏ bằng mũi khoan nha khoa.
Nguồn điện hay pin?
Một người thợ thủ công tại nhà cần một chiếc máy khoan không dây trong hai trường hợp:
- Nếu bạn làm việc thêm thì đây ít nhiều là thu nhập thêm thường xuyên của bạn.
- Nếu bạn có một ngôi nhà hoặc nhà để xe không có điện.
Trong mọi trường hợp, một máy khoan chuyên nghiệp đắt tiền có pin lithium và thời gian sạc 10-20 phút khó có thể tự trả được. Đây là một lựa chọn dành cho các chuyên gia làm việc theo ca ngày này qua ngày khác. Pin kiềm thông thường, được sạc trong 4-8 giờ, sẽ phù hợp với bạn. Trong trường hợp cực đoan, bạn có thể “bơm nó lên” một hoặc hai lỗ trong nửa giờ.

Phần tóm tắt
Tất cả những điều trên có thể được giảm xuống thành các khuyến nghị sau:
- Công việc xây dựng thông thường, bao gồm cả kết cấu kim loại - bạn cần một chiếc máy khoan búa và búa khoanở mức 350 W trở lên.
- Công việc gia đình không thường xuyên - máy khoan tác động quay từ 250 W.
- Để khoan chính xác - một mũi khoan chính xác bổ sung để khoan quay ở công suất 120-150 W; tốt nhất là có chân đế.
Máy khoan
Các loại mũi khoan sau đây được sử dụng phổ biến nhất:
- Xoắn ốc - được làm bằng thép công cụ, phủ cacbua, có lớp chèn cacbua và cacbua rắn. Được sử dụng cho tất cả các loại công việc trên bất kỳ vật liệu nào.
- Mũi khoan thuổng có thể được sử dụng để khoan gỗ, MDF và nhựa. Cho phép bạn khoan lỗ đường kính lớn. Chúng được làm nguyên khối hoặc ở dạng một bộ chuôi có rãnh và một số hạt dao có đường kính khác nhau. Bộ này rẻ hơn bộ ngòi đặc nhưng lại kém chính xác hơn.
- Mão (mão) được sử dụng để đào lỗ trên bề mặt cứng vật liệu dễ vỡ– đá, bê tông và khoan lỗ rộng trên ván dăm và ván sợi. Có sẵn hoặc không có mũi khoan xoắn định tâm. Loại thứ hai rẻ hơn nhưng chỉ phù hợp với đá và đòi hỏi kỹ năng làm việc tốt.
- Mũi khoan tròn (khoan giữa, mũi khoan nữ diễn viên ballet) được sử dụng để khoan các lỗ có đường kính lớn trên các vật liệu mỏng, bền nhưng dễ vỡ với bề mặt phía trước trang trí, chẳng hạn như gạch lát hoặc đánh bóng. đá trang trí. Đường kính khoan của máy khoan tròn có thể được thay đổi trơn tru. Khoan tác động quay bằng máy khoan tròn là không thể chấp nhận được.
- Mũi khoan kim cương là những ống có thành mỏng được làm bằng hợp kim đặc biệt được phủ kim cương. Chúng có thể được sử dụng để khoan kính, đánh bóng đá trang trí và gạch men tráng men. Đường đòi hỏi phải xử lý cẩn thận và tuân thủ chính xác công nghệ khoan.
Mài mũi khoan 
Mài mũi khoan
Việc tự mài mũi khoan được chấp nhận đối với mũi khoan xoắn và mũi khoan lông vũ. Những cái đầu tiên được mài bằng giũa kim cương - chúng được làm bằng thép công cụ. Bộ giá rẻ có thể được làm từ thép carbon thông thường; lông của chúng có thể được làm thẳng bằng giũa thông thường.
Mũi khoan xoắn ốc được mài sắc bằng bánh mài (cacbua - kim cương) sử dụng thiết bị - một cái nêm có góc 180 độ trừ đi một nửa góc mài. Vì vậy, với góc mài 120 độ thì góc nêm cần là 30 độ. Ở cạnh huyền (mặt xiên) của nêm tạo ra một lỗ rỗng dọc hoặc lỗ mù, trong đó mũi khoan được quay trơn tru khi mài. Độ sắc nét tốt nhất đạt được bằng cách sử dụng bánh mài cầm tay mịn (“nhung”), xem hình. dưới.

Vì Vật liệu khác nhau bạn cần các góc mài khác nhau cho mũi khoan. Kim loại thường được khoan bằng máy khoan có góc mài 116 độ, bê tông và đá - 90 độ, gỗ - 60-90 độ. Góc chính xác và phương pháp mài mũi khoan các loại khác nhau cho các vật liệu khác nhau có thể được tìm thấy trong hướng dẫn tham khảo xử lý vật liệu.
Về hợp kim cứng
Hợp kim cacbua dùng cho máy khoan được chế tạo dựa trên các hợp chất boron, vonfram hoặc zirconi. Những loại rẻ nhất được làm từ boron, nhưng máy khoan như vậy sẽ gặp khó khăn lớn trong việc xử lý bê tông và sẽ nhanh chóng bị mòn. Những cuộc tập trận như vậy được đánh dấu bằng đá. Khoan với họ vật liệu trang trí Bạn không thể - các cạnh của lỗ sẽ sứt mẻ. Hợp chất vonfram và zirconium khác nhau chủ yếu ở độ bền: hợp chất zirconium tồn tại lâu hơn. Họ có giá cao hơn cho phù hợp.
Khoan cái gì và như thế nào
Khi khoan phải đánh dấu các vị trí lỗ khoan. Đối với kim loại, điều này được thực hiện bằng một chiếc đục lỗ ở giữa, còn đối với thủy tinh, gốm sứ và đá - bằng một chiếc đục lỗ ở giữa bằng kim cương đặc biệt hoặc bằng một nửa con lăn pobedite từ máy cắt kính cũ, được kẹp vào một giá đỡ tự chế. Việc đánh dấu (chính xác hơn là gãi bằng cách xoay) vết lỗ trên vật liệu cứng dễ vỡ phải được thực hiện thủ công. Bây giờ chúng ta hãy chuyển trực tiếp sang công nghệ khoan.
Thép, đồng thau, đồng, duralumin lớn
Khoan kim loại có độ nhớt bình thường được thực hiện ở tốc độ khoan trung bình, 400-1000 vòng / phút tùy thuộc vào đường kính lỗ: 400 vòng quay - với đường kính khoan tối đa là 13 mm đối với máy khoan thông thường; 1000 – với đường kính 3 mm. Đối với đường kính nhỏ hơn, tốc độ lại giảm xuống cùng mức 400 vòng/phút cho 1 mm.
Chúng tôi muốn nói đến tốc độ tối đa khi không tải. Trong quá trình khoan, chính bộ điều chỉnh sẽ giảm chúng theo nguồn cấp dao, tức là. tùy theo mức độ bạn dựa vào nó. Việc chọn nguồn cấp dữ liệu khi khoan thủ công theo trọng lượng đòi hỏi một kỹ năng nhất định: nếu nguồn cấp dữ liệu quá thấp, các mảnh vụn sẽ hình thành, lỗ sẽ có thành không bằng phẳng. Và từ chính những mảnh vụn đó, mũi khoan sẽ quá nóng và nhanh chóng trở nên xỉn màu.
Nếu thức ăn quá nhiều, cái gọi là chip thoát nước sẽ hình thành - dày, cuộn tròn theo hình xoắn ốc. Kết quả là như nhau. Để phát triển kỹ năng cho ăn nhanh hơn, bạn cần khoan cả những lỗ nhỏ bằng cả hai tay, có tay cầm nắp. Các con chip phải mỏng và dễ vỡ. Đối với thép 42 và 44 (thép kết cấu thông thường), phoi có màu xỉn xanh được chấp nhận.
Đồng và một số loại duralumin cần được chú ý đặc biệt: chúng hoàn toàn không tạo ra các mảnh vụn và duralumin mất sức mạnh khi đun nóng trên 160 độ. Được phép kiểm tra đồng bằng độ xỉn màu của nó: vẻ ngoài của nó là điều không mong muốn. Duralumin cần được làm mát bằng dầu máy lỏng: nếu sôi, bạn cần ấn nhẹ.

Bạn có thể đặt tốc độ không tải bằng cách nhấp vào bộ điều chỉnh. Nếu máy khoan ở tốc độ 2800 vòng/phút và bộ điều chỉnh cho 14 lần bấm từ mép này sang mép kia thì 1 lần bấm là 200 vòng/phút. Đặc tính điều chỉnh của bộ điều chỉnh không phải lúc nào cũng tuyến tính, vì vậy bạn cần theo dõi cẩn thận quá trình khoan và sau đó thực hiện các hiệu chỉnh cần thiết: biết bạn cần khoan một vật liệu nhất định với những cú nhấp chuột nào của công cụ cụ thể này.
Ghi chú: Khi khoan thép và đồng thau, không cần bôi trơn mà chỉ ngăn chặn sự hình thành các phoi chính xác.
Tấm kim loại
Đối với cùng một vật liệu, nhưng là vật liệu tấm, để việc khoan không dẫn đến uốn tấm, có thể khuyến nghị hai phương pháp:
- Khi khoan từ giường, hãy thực hiện nhiều vòng quay hơn, lên tới 1500-2000 và nhanh chóng “xuyên thủng” tấm vải phải nằm trên một tấm đệm gỗ. Để tránh tấm trải giường bị lật và làm bạn bị thương, nó phải được cố định bằng đinh đóng vào đệm ở các cạnh của nó hoặc ấn vào bàn bằng kẹp; tốt hơn - hai.
- Khi khoan theo trọng lượng, ngay khi bạn cảm thấy khả năng chống nạp tăng lên (điều này có nghĩa là mũi khoan sắp nhô ra), bạn cần khoan một lỗ ở phía bên kia, ấn các “mụn nhọt” vào bên trong bằng một cú đấm ở giữa.
Nhưng cách triệt đểĐể có được một lỗ rộng trên một tấm kim loại mỏng bằng máy khoan thông thường - trước tiên hãy khoan một lỗ có đường kính bằng độ dày của tấm, sau đó trong một hoặc ba bước, mở rộng nó đến đường kính của lỗ cần thiết trừ đi độ dày gấp đôi kim loại và khoan sạch sẽ. Mỗi lỗ tiếp theo phải rộng hơn lỗ trước gấp đôi độ dày của kim loại. Đường kính tối đa cho phép là 5-6 độ dày kim loại. Nghĩa là, trên một tấm 2 mm, bạn có thể khoan một lỗ có đường kính 13 mm và nó sẽ có hình tròn chứ không giống như một hình tam giác với các góc được làm nhẵn nhiều.
Nhôm là kim loại mềm, rất nhớt và dễ nóng chảy: nhiệt độ nóng chảy của nó chỉ là 660 độ. Bởi vì điều này, khi khoan, nó có thể bị chảy trên lưỡi cắt, lỗ sẽ lan ra, các cạnh của nó sẽ phồng lên và mũi khoan sẽ bị cắn. Do đó, khi khoan nhôm, tốc độ phải thấp hơn một lần rưỡi so với các kim loại khác, làm mát mũi khoan bằng dầu máy lỏng, nhũ tương hoặc nước và nạp dụng cụ từng chút một mà không bị nhiễu.
Mũi khoan nhôm phải sắc, được mài sắc tại nhà máy hoặc mài trên máy đặc biệt. Mũi khoan được mài bằng tay không phù hợp với nhôm.
Thép không gỉ
Thép không gỉ được khoan theo cách tương tự như thép kết cấu, nhưng với mũi khoan cacbua rắn được mài sắc cho kim loại. Những mũi khoan như vậy rất dễ vỡ, vì vậy dụng cụ phải được nạp dễ dàng và không bị biến dạng một chút. Tốt nhất là khoan bằng máy khoan có độ chính xác công suất thấp trên giá đỡ.
Gỗ, MDF và nhựa
Gỗ công nghiệp được khoan bằng mũi khoan xoắn hoặc mũi khoan lông vũ, được mài sắc cho giống gỗ. Các loại gỗ dày đặc (sồi, sồi, óc chó) có thể được khoan bằng mũi khoan lõi và mũi khoan định tâm. Số vòng quay của mũi khoan là 400-600 đối với mũi khoan xoắn và 200-500 đối với lông vũ và mão răng.

Khoan cửa sổ nhựa, MDF, gạch nhựa và gỗ đánh bóng được sản xuất bằng máy khoan gỗ đặc biệt (có mài định hình và hình nón có ren định tâm) hoặc bằng máy khoan đặc mũi khoan lông vũ. Trong trường hợp sau, một lỗ định tâm 3-5 mm được khoan trước; nó có thể được khoan bằng máy khoan thông thường. Doanh thu tương đương với gỗ công nghiệp; Việc cho ăn dễ dàng, không có áp lực.
Bê tông và bê tông cốt thép
Khoan bê tông được thực hiện bằng máy khoan đặc biệt dành cho bê tông có vật hàn hoặc lớp lót siêu cứng, sử dụng phương pháp va đập quay ở tốc độ trung bình hoặc 2/3 tốc độ tối đa của máy khoan. Lựa chọn tốt nhất– Máy khoan SDS. Nếu khoan bê tông cốt thép, mũi khoan va vào cốt thép thường dẫn đến hư hỏng: đầu cứng bị sứt mẻ. Vì vậy, trước khi khoan bê tông cốt thép, nên xác định vị trí cốt thép bằng máy dò cốt thép; Thiết bị này hoạt động dựa trên nguyên lý của máy dò kim loại.
Khoan lỗ trên tường cho hộp ổ cắm được thực hiện bằng vương miện bằng đá (đối với tường gạch) hoặc bê tông, với các biện pháp phòng ngừa tương tự trong trường hợp bê tông cốt thép. Nếu lỗ được khoan bằng vương miện mà không có mũi khoan định tâm thì lỗ đó sẽ được ấn chặt, không bị biến dạng vào tường, ấn và dùng lực mạnh, nhanh để bật máy khoan.
Vì thông qua việc khoan tường có Công cụ đặc biệt và công nghệ, nhưng đây là một chủ đề cần mô tả đặc biệt.

Gốm sứ và đá
Làm thế nào để khoan gạch, không cường điệu, là cả một khoa học. Vật liệu này mang tính chất trang trí; việc sứt mẻ các cạnh của lỗ là không thể chấp nhận được. Họ khoan vào những viên gạch đã lát sẵn nên việc nứt cũng không thể chấp nhận được. Qua bề mặt nhẵn mũi khoan có thể dễ dàng trượt ra, điều này lại không thể chấp nhận được. Khoan - chỉ bằng cách xoay.
Khoan gạch men được thực hiện như sau:
- Một lỗ có đường kính lớn hơn độ dày của lưới khoan định tâm được đục lỗ thủ công bằng chày trung tâm kim cương hoặc cacbua; đường kính của nó là 2,5-3 mm. Khi khoan một lỗ có đường kính lớn, đường kính của mũi khoan định tâm phải bằng đường kính của thanh định tâm của mũi khoan la bàn.
- Một lỗ định tâm được khoan bằng máy khoan bê tông. Khi khoan lỗ cho chốt lên đến 6 mm, bạn có thể khoan sạch ngay lập tức.
- Sử dụng mũi khoan hoàn thiện bê tông, lỗ cuối cùng đã được khoan.
Gạch sứ được khoan theo cách tương tự như gạch men. Tốc độ khoan là tối đa, ngoại trừ khoan bằng mũi khoan tròn; phục vụ – nhẹ nhàng, tối thiểu. Nên cung cấp khả năng làm mát liên tục khu vực làm việc Nước. Bạn không thể làm mát gạch bằng dầu - khi đun nóng, nó có thể làm hỏng bề mặt trang trí.
Khoan gốm bằng máy khoan tròn cần có sự chăm sóc đặc biệt và vững tay: Việc căn chỉnh sai là không thể chấp nhận được và mũi khoan không được cân bằng. Ngay cả những công nhân có kinh nghiệm cũng cần khoan bằng cetrobur bằng cả hai tay, đặt tay cầm phía trước lên máy khoan. Số vòng quay cao hơn, nhưng không quá 900, bởi vì với những cái lớn, một mũi khoan không cân bằng sẽ làm vỡ lỗ và làm sứt mẻ các cạnh của nó.
Video: cách khoan gạch
Đá rắn và thủy tinh
Thủy tinh, đá granit và đá cứng (có hạt) có chứa thạch anh phải được khoan máy khoan kim cương. Đây là công việc dành cho một bậc thầy và thợ khoan điêu luyện. Một mũi khoan có độ chính xác công suất thấp được đặt ở tốc độ tối đa, thử, căn chỉnh theo chiều ngang và chiều dọc bằng mắt, ngay lập tức bật “đầy” và đưa mũi khoan vào vật liệu một cách từ từ, nhẹ nhàng. Áp lực và biến dạng là không thể chấp nhận được.
Nếu mảnh đang được xử lý có thể được đặt trên bàn, thì có thể khoan thủy tinh và đá từ giường bằng phương pháp của người Ai Cập cổ đại: bằng ống đồng và cát thạch anh (không phải vỏ sò):
- Một con lăn cao 1-1,5 cm được làm từ nhựa dẻo hoặc bột bả xung quanh vị trí khoan.
- Cát thạch anh mịn được đổ vào lỗ đã tạo hình và làm ẩm thành bột nhão.
- Mâm cặp khoan được làm đầy bằng một tấm phẳng có thành mỏng ống đồng.
- Máy khoan được đặt ở tốc độ TỐI THIỂU.
- Khoan hàng loạt phổi ngắn mổ với áp lực yếu nhất. Cát ăn vào đồng và các đầu hạt của nó, có sức bền lớn nhất, sẽ gặm nhấm vật liệu.
Ghi chú: Bạn sẽ không có đường kính chính xác nhưng bạn sẽ có một điểm mờ xung quanh lỗ.
Video: ví dụ về khoan kính tại nhà
Lỗ trên đường ống
Nếu một đoạn ống có thể được đặt ở giữa hoặc kẹp vào một cái kẹp thì tốt hơn là nên khoan bằng mũi khoan chính xác từ giường. Nếu phải khoan theo trọng lượng thì sau khi đục lỗ phải mở rộng vạch đến đường kính vượt quá độ dày của cầu khoan. Đối với kim loại, điều này có thể được thực hiện bằng máy khoan cacbua, xoay nó bằng ngón tay với áp lực nhẹ; trên PVC - bằng đầu dao nhíp.
Sau đó, đầu mũi khoan chính được đưa vào lỗ khi đã tắt mũi khoan, dụng cụ được san bằng và thử, như khi khoan gạch, ấn nhẹ và bật máy khoan, tăng dần tốc độ. Nếu đường kính lỗ lớn hơn 1/5 đường kính ống thì trước tiên hãy khoan một lỗ định tâm có đường kính 2-4 mm. Nhìn chung, với một số kỹ năng, việc khoan lỗ trên đường ống không phải là một công việc khó khăn. Bạn chỉ cần cẩn thận: khi khoan có trọng lượng, mũi khoan sẽ bắn tung tóe, có thể làm hỏng tường hoặc đồ đạc.
Lỗ vuông
Có thể khoan lỗ vuông được không? Có, bạn có thể làm được nếu bạn sử dụng một mũi khoan có dạng được gọi là tam giác Renault - hình đơn giản nhất, như các nhà toán học nói, có chiều rộng không đổi. Máy khoan Renault được trang bị đầy đủ khung cố định; nó được gắn vào máy khoan bằng một thanh và kẹp. Các góc của lỗ sẽ được bo tròn nhưng diện tích lỗ không được chú ý sẽ chỉ còn 2%.

Tuy nhiên, bạn chỉ có thể khoan các lỗ vuông bằng mũi khoan bằng gỗ, ván ép và nhựa không bền lắm: việc khoan như vậy đòi hỏi nhiều lực và lực ngang rất lớn phát sinh lên dụng cụ. Các lỗ vuông trên kim loại được khoan trên các máy đặc biệt, nhưng gốm và đá hoàn toàn không thể khoan theo cách này: lực ngang sẽ xé bộ phận thành từng mảnh.
Điểm mấu chốt
Bằng cách nào đó việc xuyên qua một lỗ vụng về bằng máy khoan là một việc đơn giản. Nhưng khoan một cái lỗ nhẵn, tròn và gọn gàng là công việc của một người thợ thực thụ, có hiểu biết, thông minh và có đôi bàn tay khéo léo.
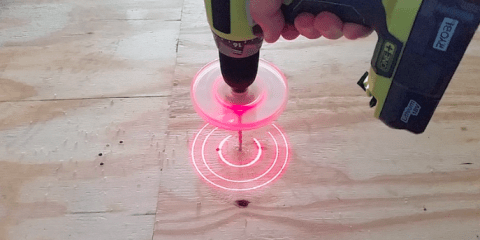
Một phụ kiện thông minh sẽ giúp bạn không bị khoan vẹo
Khoan một lỗ thẳng góc 90 độ không phải là một việc dễ dàng. Có thể phải mất rất nhiều công sức để giữ cho mũi khoan ở độ cao và thẳng đứng. BullseyeBore gợi ý thực hiện việc này bằng cách sử dụng một số vòng đồng tâm bằng laser.
Máy khoan BullseyeBore sử dụng tia laser đỏ đơn giản để chiếu ba vòng lên bề mặt nơi bạn định khoan. Để giữ cho mũi khoan ở mức cao nhất có thể trong suốt quá trình, hãy quan sát ba vòng. Hai cái bên trong sẽ giữ nguyên vị trí cho dù mũi khoan có nghiêng thế nào, nhưng cái bên ngoài có thể di chuyển. Bằng cách căn chỉnh vị trí của vòng lớn nhất so với hai vòng nhỏ hơn, bạn sẽ đảm bảo rằng mũi khoan được thực hiện chính xác. vị trí thẳng đứng, và cái lỗ sẽ trở nên hoàn hảo.

Ngoài ra, các vòng đồng tâm có thể cung cấp thông tin về độ sâu của lỗ. Khoảng cách giữa vòng tròn lớn và giữa sẽ biểu thị chính xác độ sâu khoan. Nếu lúc đầu có hình như thế này:

Ở giữa quá trình, các vòng tròn sẽ xích lại gần nhau hơn:

Và cuối cùng họ sẽ hợp nhất:

Tệp đính kèm trông giống như một chiếc đĩa nhỏ trong suốt có đầu nối để dễ dàng lắp đặt trên mọi máy khoan. Laser, quang học và pin đã được tích hợp bên trong. Đĩa êm, nhẹ và có khả năng chống va đập.
Các nhà sản xuất hiện đang phát triển một mô hình trong đó toàn bộ vật liệu trám sẽ được cấy vào mâm cặp khoan.
Bạn có thể tìm hiểu thêm về dự án tại đây.
news.e-generator.ru
Cách khoan đúng: khoan từ “a” đến “z”
- Cách chọn máy khoan
- Máy khoan
- Khoan cái gì và như thế nào
Khoan là một trong những hoạt động được thực hiện thường xuyên nhất bởi các thợ thủ công tại nhà. Và bất kỳ bậc thầy nào cũng gặp phải vấn đề khi khoan, đặc biệt nếu công việc đòi hỏi sự tinh tế. Và những công việc tế nhị thường xảy ra nhất: mũi khoan bị thiếu nửa milimet - cửa đồ nội thất bị lệch hoặc một chiếc móc khăn đơn giản trong phòng tắm bị lệch và không thể khoan lại: gạch vừa được lát. Sự duyên dáng và “độ sồi” không tương thích với nhau, vì vậy bạn cần biết cách khoan đúng cách bằng máy khoan.
Sự an toàn
Về mặt an toàn điện, các dụng cụ điện có bán trên thị trường thuộc loại II: cách điện làm việc kép, được phép sử dụng mà không cần nối đất bổ sung, tức là. Máy khoan như vậy có thể được cắm vào ổ cắm thông thường, không phải của Châu Âu thông qua bộ chuyển đổi. Tại “chợ sắt”, bạn có thể tìm thấy các dụng cụ loại I (“công nghiệp”) có đầu nối đất trên thân kim loại. Việc sử dụng nó trong cuộc sống hàng ngày rất nguy hiểm và mâm cặp của nó thường được sử dụng cho máy khoan có chuôi côn (côn Morse), không phù hợp để khoan tác động quay. Vì vậy, đừng mua một chiếc máy khoan như vậy, ngay cả khi nó mạnh và rẻ tiền.
Loại I được ghi trên bảng tên của máy khoan và nếu không có chỉ định thì thân máy được làm bằng nhựa một phần hoặc hoàn toàn và dây có phích cắm Euro là dụng cụ loại II. Loại III - dụng cụ điện có điện áp hoạt động lên đến 42 V (điện áp thấp) có thể được nhận biết bằng ký hiệu loại trên bảng tên và bằng phích cắm đặc biệt có tiếp điểm phẳng theo chiều ngang. Nó phù hợp để sử dụng tại nhà, nhưng bất tiện: bạn cần một máy biến áp giảm áp mạnh mẽ.
Để bảo vệ chống lại các vật thể lạ và độ ẩm, các dụng cụ và thiết bị điện được đánh dấu bằng các chữ cái IP (Bảo vệ chống xâm nhập) với hai số sau chúng: số thứ nhất - từ vật lạ, số thứ hai - từ độ ẩm. Nếu mức bảo vệ cho bất kỳ vị trí nào bằng 0 thì chữ X được đặt thay vì số tương ứng. Do đó, máy khoan IP32 có thể được sử dụng ngoài trời trong điều kiện thời tiết tốt; IPХ2 - chỉ bên trong, IP34 - bên ngoài trong sương mù và mưa phùn, và IP68 có thể hoạt động trong Samum ở Sahara và dưới nước.

Quan trọng: số 2 đầu tiên có nghĩa là thiết bị có khả năng chống ngón tay; ví dụ: ổ cắm gia đình có mức bảo vệ IP22. Nhưng điều này không có nghĩa là nếu bạn lấy tay cầm mâm cặp khoan có cùng mức độ bảo vệ khi đang làm việc, nó sẽ tự dừng lại. Tiêu chuẩn IP không phải là bằng chứng ngu ngốc.
Mâm cặp ba hàm thông thường có độ chính xác và khả năng khoan quay tốt. Khi sử dụng máy khoan tác động quay, nó nhanh chóng bị lỏng, mâm cặp mất đi độ chính xác và có thể hỏng hoàn toàn: vòng ren của cơ cấu cam bị đứt. Để gia công trên các vật liệu cứng, giòn, mâm cặp ba hàm thích hợp để sử dụng không thường xuyên hoặc với thân gia công kim cương ở chế độ chỉ quay.

Trong mâm cặp tháo nhanh (bạn có thể nhận biết nó nhờ vòng đệm bằng nhựa gợn sóng), mũi khoan được kẹp bằng một ống kẹp. Mâm cặp như vậy giữ máy khoan tốt hơn trong quá trình khoan quay va chạm, nhưng kém chính xác hơn và ít được sử dụng cho các công việc phức tạp. Máy khoan mạnh mẽ được trang bị mâm cặp hai tay - việc kẹp và nới lỏng được thực hiện bằng các vòng khác nhau.

Hộp mực SDS (Steck-Dreh-Sitzt, tiếng Đức “inserted-turn-sits” hoặc Hệ thống trực tiếp đặc biệt, hệ thống trực tiếp đặc biệt, tiếng Anh) được phát minh bởi Bosh. SDS lý tưởng cho công trình xây dựng: hệ thống rãnh định hình, xem hình, cố định tuyệt đối chắc chắn các bộ phận làm việc theo nguyên lý xếp hình Trung Hoa; Việc thay thế mũi khoan được thực hiện chỉ bằng hai chuyển động nhẹ nhàng.
Thật không may, SDS không phù hợp để gia công kim loại và mộc: độ chính xác định tâm của máy khoan là không đủ. Bộ chuyển đổi từ mâm cặp ba hàm sang SDS chẳng có ý nghĩa gì: nó sẽ bị lỏng do rung, giống như máy khoan thông thường. Do đó, máy khoan SDS không tương thích với các dụng cụ làm việc thông thường.
Lưu ý: Có ba loại SDS phù hợp: SDS+, SDS Top và SDS Max. SDS Top hiếm khi được sử dụng, như một lựa chọn trung gian và thường không thành công; SDS+ được thiết kế cho các dụng cụ cầm tay có trọng lượng lên tới 5 kg; SDS Max – dành cho người dùng nặng bằng hai tay.
Sức mạnh và tốc độ
Khi mua một chiếc máy khoan tác động quay cho công việc thông thường, bạn không cần phải tiết kiệm điện năng. Dự trữ năng lượng là cần thiết để tạo ra mô-men xoắn cần thiết ở tốc độ thấp. Các đặc tính bên ngoài của động cơ cổ góp kích thích nối tiếp được sử dụng trong máy khoan gần như lý tưởng, nhưng động cơ công suất thấp sẽ quá nóng ở tốc độ thấp do dòng điện cao. Bạn cũng nên mua, nếu không được bao gồm, một tay cầm trượt phía trước.
Tốc độ tối đa của máy khoan cũng rất quan trọng. Công cụ kim cương đúng nghĩa là “ăn sạch” trước mắt chúng ta với tốc độ quay dưới 1600-1700 vòng/phút; tốc độ hoạt động bình thường của nó là từ 2500 vòng/phút. Dụng cụ cacbua yêu cầu ít nhất 1500 vòng/phút. Nếu bạn bắt gặp một chiếc máy khoan có tốc độ 600-1200 vòng / phút thì đó là một công cụ đặc biệt, không phù hợp với công việc thông thường.
Để gia công chính xác trên kim loại, máy khoan đơn giản, chỉ quay có công suất thấp - 120-200 W - là phù hợp nhất. Một giá đỡ biến máy khoan thành máy khoan để bàn sẽ rất hữu ích. Và nếu bạn cũng bỏ tiền ra mua một chiếc bàn xoay cho giường, thì bạn có thể xay các bộ phận nhỏ bằng mũi khoan nha khoa.
Nguồn điện hay pin?
Một người thợ thủ công tại nhà cần một chiếc máy khoan không dây trong hai trường hợp:
- Nếu bạn làm việc thêm thì đây ít nhiều là thu nhập thêm thường xuyên của bạn.
- Nếu bạn có một ngôi nhà hoặc nhà để xe không có điện.
Trong mọi trường hợp, một máy khoan chuyên nghiệp đắt tiền có pin lithium và thời gian sạc 10-20 phút khó có thể tự trả được. Đây là một lựa chọn dành cho các chuyên gia làm việc theo ca ngày này qua ngày khác. Pin kiềm thông thường, được sạc trong 4-8 giờ, sẽ phù hợp với bạn. Trong trường hợp cực đoan, bạn có thể “bơm nó lên” một hoặc hai lỗ trong nửa giờ.

Phần tóm tắt
Tất cả những điều trên có thể được giảm xuống thành các khuyến nghị sau:
- Công việc xây dựng thông thường, bao gồm cả kết cấu kim loại - bạn cần máy khoan búa và máy khoan tác động từ 350 W trở lên.
- Công việc gia đình không thường xuyên - máy khoan tác động quay từ 250 W.
- Để khoan chính xác - một mũi khoan chính xác bổ sung để khoan quay ở công suất 120-150 W; tốt nhất là có chân đế.
Máy khoan
Các loại mũi khoan sau đây được sử dụng phổ biến nhất:
- Xoắn ốc - được làm bằng thép công cụ, phủ cacbua, có lớp chèn cacbua và cacbua rắn. Được sử dụng cho tất cả các loại công việc trên bất kỳ vật liệu nào.
- Mũi khoan thuổng có thể được sử dụng để khoan gỗ, MDF và nhựa. Cho phép bạn khoan lỗ có đường kính lớn. Chúng được làm nguyên khối hoặc ở dạng một bộ chuôi có rãnh và một số hạt dao có đường kính khác nhau. Bộ này rẻ hơn bộ ngòi đặc nhưng lại kém chính xác hơn.
- Mão (mão) được sử dụng để đào lỗ trên vật liệu cứng giòn - đá, bê tông và khoan các lỗ rộng trên ván dăm và ván sợi. Có sẵn hoặc không có mũi khoan xoắn định tâm. Loại thứ hai rẻ hơn nhưng chỉ phù hợp với đá và đòi hỏi kỹ năng làm việc tốt.
- Mũi khoan tròn (khoan giữa, mũi khoan nữ diễn viên ballet) được sử dụng để khoan các lỗ có đường kính lớn trên các vật liệu mỏng, bền nhưng dễ vỡ có bề mặt trang trí phía trước, chẳng hạn như gạch hoặc đá trang trí đánh bóng. Đường kính khoan của máy khoan tròn có thể được thay đổi trơn tru. Khoan tác động quay bằng máy khoan tròn là không thể chấp nhận được.
- Mũi khoan kim cương là những ống có thành mỏng được làm bằng hợp kim đặc biệt được phủ kim cương. Chúng có thể được sử dụng để khoan kính, đánh bóng đá trang trí và gạch men tráng men. Đường đòi hỏi phải xử lý cẩn thận và tuân thủ chính xác công nghệ khoan.
Mài mũi khoan 
Mài mũi khoan
Việc tự mài mũi khoan được chấp nhận đối với mũi khoan xoắn và mũi khoan lông vũ. Những cái đầu tiên được mài bằng giũa kim cương - chúng được làm bằng thép công cụ. Bộ giá rẻ có thể được làm từ thép carbon thông thường; lông của chúng có thể được làm thẳng bằng giũa thông thường.
Mũi khoan xoắn ốc được mài sắc bằng bánh mài (cacbua - kim cương) sử dụng thiết bị - một cái nêm có góc 180 độ trừ đi một nửa góc mài. Vì vậy, với góc mài 120 độ thì góc nêm cần là 30 độ. Ở cạnh huyền (mặt xiên) của nêm tạo ra một lỗ rỗng dọc hoặc lỗ mù, trong đó mũi khoan được quay trơn tru khi mài. Độ sắc nét tốt nhất đạt được bằng cách sử dụng bánh mài cầm tay mịn (“nhung”), xem hình. dưới.

Các vật liệu khác nhau đòi hỏi góc mài mũi khoan khác nhau. Kim loại thường được khoan bằng máy khoan có góc mài 116 độ, bê tông và đá - 90 độ, gỗ - 60-90 độ. Bạn có thể tìm thấy các góc chính xác và phương pháp mài cho các loại mũi khoan khác nhau dành cho các vật liệu khác nhau trong sách hướng dẫn tham khảo về xử lý vật liệu.
Về hợp kim cứng
Hợp kim cacbua dùng cho máy khoan được chế tạo dựa trên các hợp chất boron, vonfram hoặc zirconi. Những loại rẻ nhất được làm từ boron, nhưng máy khoan như vậy sẽ gặp khó khăn lớn trong việc xử lý bê tông và sẽ nhanh chóng bị mòn. Những cuộc tập trận như vậy được đánh dấu bằng đá. Bạn không thể khoan vật liệu trang trí bằng chúng - các cạnh của lỗ sẽ bị sứt mẻ. Hợp chất vonfram và zirconium khác nhau chủ yếu ở độ bền: hợp chất zirconium tồn tại lâu hơn. Họ có giá cao hơn cho phù hợp.
Khoan cái gì và như thế nào
Khi khoan phải đánh dấu các vị trí lỗ khoan. Đối với kim loại, điều này được thực hiện bằng một chiếc đục lỗ ở giữa, còn đối với thủy tinh, gốm sứ và đá - bằng một chiếc đục lỗ ở giữa bằng kim cương đặc biệt hoặc bằng một nửa con lăn pobedite từ máy cắt kính cũ, được kẹp vào một giá đỡ tự chế. Việc đánh dấu (chính xác hơn là gãi bằng cách xoay) vết lỗ trên vật liệu cứng dễ vỡ phải được thực hiện thủ công. Bây giờ chúng ta hãy chuyển trực tiếp sang công nghệ khoan.
Thép, đồng thau, đồng, duralumin lớn
Khoan kim loại có độ nhớt bình thường được thực hiện ở tốc độ khoan trung bình, 400-1000 vòng / phút tùy thuộc vào đường kính lỗ: 400 vòng quay - với đường kính khoan tối đa là 13 mm đối với máy khoan thông thường; 1000 – với đường kính 3 mm. Đối với đường kính nhỏ hơn, tốc độ lại giảm xuống cùng mức 400 vòng/phút cho 1 mm.
Chúng tôi muốn nói đến tốc độ tối đa khi không tải. Trong quá trình khoan, chính bộ điều chỉnh sẽ giảm chúng theo nguồn cấp dao, tức là. tùy theo mức độ bạn dựa vào nó. Việc chọn nguồn cấp dữ liệu khi khoan thủ công theo trọng lượng đòi hỏi một kỹ năng nhất định: nếu nguồn cấp dữ liệu quá thấp, các mảnh vụn sẽ hình thành, lỗ sẽ có thành không bằng phẳng. Và từ chính những mảnh vụn đó, mũi khoan sẽ quá nóng và nhanh chóng trở nên xỉn màu.
Nếu thức ăn quá nhiều, cái gọi là chip thoát nước sẽ hình thành - dày, cuộn tròn theo hình xoắn ốc. Kết quả là như nhau. Để phát triển kỹ năng cho ăn nhanh hơn, bạn cần khoan cả những lỗ nhỏ bằng cả hai tay, có tay cầm nắp. Các con chip phải mỏng và dễ vỡ. Đối với thép 42 và 44 (thép kết cấu thông thường), phoi có màu xỉn xanh được chấp nhận.
Đồng và một số loại duralumin cần được chú ý đặc biệt: chúng hoàn toàn không tạo ra các mảnh vụn và duralumin mất sức mạnh khi đun nóng trên 160 độ. Được phép kiểm tra đồng bằng độ xỉn màu của nó: vẻ ngoài của nó là điều không mong muốn. Duralumin cần được làm mát bằng dầu máy lỏng: nếu sôi, bạn cần ấn nhẹ.

Bạn có thể đặt tốc độ không tải bằng cách nhấp vào bộ điều chỉnh. Nếu máy khoan ở tốc độ 2800 vòng/phút và bộ điều chỉnh cho 14 lần bấm từ mép này sang mép kia thì 1 lần bấm là 200 vòng/phút. Đặc tính điều chỉnh của bộ điều chỉnh không phải lúc nào cũng tuyến tính, vì vậy bạn cần theo dõi cẩn thận quá trình khoan và sau đó thực hiện các hiệu chỉnh cần thiết: biết bạn cần khoan một vật liệu nhất định với những cú nhấp chuột nào của công cụ cụ thể này.
Lưu ý: Khi khoan thép và đồng thau, không cần bôi trơn, nó sẽ chỉ ngăn hình thành các phoi thích hợp.
Tấm kim loại
Đối với cùng một vật liệu, nhưng là vật liệu tấm, để việc khoan không dẫn đến uốn tấm, có thể khuyến nghị hai phương pháp:
- Khi khoan từ giường, hãy thực hiện nhiều vòng quay hơn, lên tới 1500-2000 và nhanh chóng “xuyên thủng” tấm vải phải nằm trên một tấm đệm gỗ. Để tránh tấm trải giường bị lật và làm bạn bị thương, nó phải được cố định bằng đinh đóng vào đệm ở các cạnh của nó hoặc ấn vào bàn bằng kẹp; tốt hơn - hai.
- Khi khoan theo trọng lượng, ngay khi bạn cảm thấy khả năng chống nạp tăng lên (điều này có nghĩa là mũi khoan sắp nhô ra), bạn cần khoan một lỗ ở phía bên kia, ấn các “mụn nhọt” vào bên trong bằng một cú đấm ở giữa.
Nhưng một cách triệt để để có được một lỗ rộng trên một tấm kim loại mỏng bằng máy khoan thông thường là trước tiên hãy khoan một lỗ có đường kính bằng độ dày của tấm, sau đó mở rộng nó theo một hoặc ba bước đến đường kính yêu cầu. lỗ trừ đi độ dày gấp đôi của kim loại và khoan sạch sẽ. Mỗi lỗ tiếp theo phải rộng hơn lỗ trước gấp đôi độ dày của kim loại. Đường kính tối đa cho phép là 5-6 độ dày kim loại. Nghĩa là, trên một tấm 2 mm, bạn có thể khoan một lỗ có đường kính 13 mm và nó sẽ có hình tròn chứ không giống như một hình tam giác với các góc được làm nhẵn nhiều.
Nhôm
Nhôm là kim loại mềm, rất nhớt và dễ nóng chảy: nhiệt độ nóng chảy của nó chỉ là 660 độ. Bởi vì điều này, khi khoan, nó có thể bị chảy trên lưỡi cắt, lỗ sẽ lan ra, các cạnh của nó sẽ phồng lên và mũi khoan sẽ bị cắn. Do đó, khi khoan nhôm, tốc độ phải thấp hơn một lần rưỡi so với các kim loại khác, làm mát mũi khoan bằng dầu máy lỏng, nhũ tương hoặc nước và nạp dụng cụ từng chút một mà không bị nhiễu.
Mũi khoan nhôm phải sắc, được mài sắc tại nhà máy hoặc mài trên máy đặc biệt. Mũi khoan được mài bằng tay không phù hợp với nhôm.
Thép không gỉ
Thép không gỉ được khoan theo cách tương tự như thép kết cấu, nhưng với mũi khoan cacbua rắn được mài sắc cho kim loại. Những mũi khoan như vậy rất dễ vỡ, vì vậy dụng cụ phải được nạp dễ dàng và không bị biến dạng một chút. Tốt nhất là khoan bằng máy khoan có độ chính xác công suất thấp trên giá đỡ.
Gỗ, MDF và nhựa
Gỗ công nghiệp được khoan bằng mũi khoan xoắn hoặc mũi khoan lông vũ, được mài sắc cho giống gỗ. Các loại gỗ dày đặc (sồi, sồi, óc chó) có thể được khoan bằng mũi khoan lõi và mũi khoan định tâm. Số vòng quay của mũi khoan là 400-600 đối với mũi khoan xoắn và 200-500 đối với lông vũ và mão răng.

Khoan cửa sổ nhựa, MDF, gạch nhựa và gỗ đánh bóng được thực hiện bằng mũi khoan gỗ đặc biệt (có mài định hình và hình nón có ren định tâm) hoặc bằng mũi khoan lông vũ đặc. Trong trường hợp sau, một lỗ định tâm 3-5 mm được khoan trước; nó có thể được khoan bằng máy khoan thông thường. Doanh thu tương đương với gỗ công nghiệp; Việc cho ăn dễ dàng, không có áp lực.
Bê tông và bê tông cốt thép
Khoan bê tông được thực hiện bằng máy khoan đặc biệt dành cho bê tông có vật hàn hoặc lớp lót siêu cứng, sử dụng phương pháp va đập quay ở tốc độ trung bình hoặc 2/3 tốc độ tối đa của máy khoan. Lựa chọn tốt nhất là máy khoan SDS. Nếu khoan bê tông cốt thép, mũi khoan va vào cốt thép thường dẫn đến hư hỏng: đầu cứng bị sứt mẻ. Vì vậy, trước khi khoan bê tông cốt thép, nên xác định vị trí cốt thép bằng máy dò cốt thép; Thiết bị này hoạt động dựa trên nguyên lý của máy dò kim loại.
Khoan lỗ trên tường cho hộp ổ cắm được thực hiện bằng vương miện cho đá (đối với tường gạch) hoặc bê tông, với các biện pháp phòng ngừa tương tự trong trường hợp bê tông cốt thép. Nếu lỗ được khoan bằng vương miện mà không có mũi khoan định tâm thì lỗ đó sẽ được ấn chặt, không bị biến dạng vào tường, ấn và dùng lực mạnh, nhanh để bật máy khoan.
Có một công cụ và công nghệ đặc biệt để khoan xuyên tường, nhưng đây là chủ đề của một mô tả riêng.

Gốm sứ và đá
Làm thế nào để khoan gạch, không cường điệu, là cả một khoa học. Vật liệu này mang tính chất trang trí; việc sứt mẻ các cạnh của lỗ là không thể chấp nhận được. Họ khoan vào những viên gạch đã lát sẵn nên việc nứt cũng không thể chấp nhận được. Máy khoan có thể dễ dàng trượt trên bề mặt nhẵn, điều này lại không thể chấp nhận được. Khoan - chỉ bằng cách xoay.
Khoan gạch men được thực hiện như sau:
- Một lỗ có đường kính lớn hơn độ dày của lưới khoan định tâm được đục lỗ thủ công bằng chày trung tâm kim cương hoặc cacbua; đường kính của nó là 2,5-3 mm. Khi khoan một lỗ có đường kính lớn, đường kính của mũi khoan định tâm phải bằng đường kính của thanh định tâm của mũi khoan la bàn.
- Một lỗ định tâm được khoan bằng máy khoan bê tông. Khi khoan lỗ cho chốt lên đến 6 mm, bạn có thể khoan sạch ngay lập tức.
- Sử dụng mũi khoan hoàn thiện bê tông, lỗ cuối cùng đã được khoan.
Gạch sứ được khoan theo cách tương tự như gạch men. Tốc độ khoan là tối đa, ngoại trừ khoan bằng mũi khoan tròn; phục vụ – nhẹ nhàng, tối thiểu. Nên đảm bảo làm mát liên tục khu vực làm việc bằng nước. Bạn không thể làm mát gạch bằng dầu - khi đun nóng, nó có thể làm hỏng bề mặt trang trí.
Khoan gốm bằng máy khoan tròn đòi hỏi sự cẩn thận đặc biệt và đôi tay chắc chắn: độ lệch là không thể chấp nhận được và mũi khoan không cân bằng. Ngay cả những công nhân có kinh nghiệm cũng cần khoan bằng cetrobur bằng cả hai tay, đặt tay cầm phía trước lên máy khoan. Số vòng quay cao hơn, nhưng không quá 900, bởi vì với những cái lớn, một mũi khoan không cân bằng sẽ làm vỡ lỗ và làm sứt mẻ các cạnh của nó.
Video: cách khoan gạch
Đá rắn và thủy tinh
Thủy tinh, đá granit và đá cứng (có hạt) có chứa thạch anh nên được khoan bằng mũi khoan kim cương. Đây là công việc dành cho một bậc thầy và thợ khoan điêu luyện. Một mũi khoan có độ chính xác công suất thấp được đặt ở tốc độ tối đa, thử, căn chỉnh theo chiều ngang và chiều dọc bằng mắt, ngay lập tức bật “đầy” và đưa mũi khoan vào vật liệu một cách từ từ, nhẹ nhàng. Áp lực và biến dạng là không thể chấp nhận được.
Nếu mảnh đang được xử lý có thể được đặt trên bàn, thì có thể khoan thủy tinh và đá từ giường bằng phương pháp của người Ai Cập cổ đại: bằng ống đồng và cát thạch anh (không phải vỏ sò):
- Một con lăn cao 1-1,5 cm được làm từ nhựa dẻo hoặc bột bả xung quanh vị trí khoan.
- Cát thạch anh mịn được đổ vào lỗ đã tạo hình và làm ẩm thành bột nhão.
- Một ống đồng có thành mỏng, phẳng được lắp vào mâm cặp khoan.
- Máy khoan được đặt ở tốc độ TỐI THIỂU.
- Khoan bằng một loạt mũi khoan ngắn, nhẹ với áp lực nhẹ nhất. Cát ăn vào đồng và các đầu hạt của nó, có sức bền lớn nhất, sẽ gặm nhấm vật liệu.
Lưu ý: Bạn sẽ không có đường kính chính xác nhưng sẽ có một điểm mờ xung quanh lỗ.
Video: ví dụ về khoan kính tại nhà
Lỗ trên đường ống
Nếu một đoạn ống có thể được đặt ở giữa hoặc kẹp vào một cái kẹp thì tốt hơn là nên khoan bằng mũi khoan chính xác từ giường. Nếu phải khoan theo trọng lượng thì sau khi đục lỗ phải mở rộng vạch đến đường kính vượt quá độ dày của cầu khoan. Đối với kim loại, điều này có thể được thực hiện bằng máy khoan cacbua, xoay nó bằng ngón tay với áp lực nhẹ; trên PVC - bằng đầu dao nhíp.
Sau đó, đầu mũi khoan chính được đưa vào lỗ khi đã tắt mũi khoan, dụng cụ được san bằng và thử, như khi khoan gạch, ấn nhẹ và bật máy khoan, tăng dần tốc độ. Nếu đường kính lỗ lớn hơn 1/5 đường kính ống thì trước tiên hãy khoan một lỗ định tâm có đường kính 2-4 mm. Nhìn chung, với một số kỹ năng, việc khoan lỗ trên đường ống không phải là một công việc khó khăn. Bạn chỉ cần cẩn thận: khi khoan có trọng lượng, mũi khoan sẽ bắn tung tóe, có thể làm hỏng tường hoặc đồ đạc.
Lỗ vuông
Có thể khoan lỗ vuông được không? Có, bạn có thể làm được nếu bạn sử dụng một mũi khoan có dạng được gọi là tam giác Renault - hình đơn giản nhất, như các nhà toán học nói, có chiều rộng không đổi. Máy khoan Renault được trang bị đầy đủ khung cố định; nó được gắn vào máy khoan bằng một thanh và kẹp. Các góc của lỗ sẽ được bo tròn nhưng diện tích lỗ không được chú ý sẽ chỉ còn 2%.

Tuy nhiên, bạn chỉ có thể khoan các lỗ vuông bằng mũi khoan bằng gỗ, ván ép và nhựa không bền lắm: việc khoan như vậy đòi hỏi nhiều lực và lực ngang rất lớn phát sinh lên dụng cụ. Các lỗ vuông trên kim loại được khoan trên các máy đặc biệt, nhưng gốm và đá hoàn toàn không thể khoan theo cách này: lực ngang sẽ xé bộ phận thành từng mảnh.
Bằng cách nào đó việc xuyên qua một lỗ vụng về bằng máy khoan là một việc đơn giản. Nhưng khoan một cái lỗ nhẵn, tròn và gọn gàng là công việc của một người thợ thực thụ, có hiểu biết, thông minh và có đôi bàn tay khéo léo.
remstroy.net
Cách sử dụng máy khoan: cách tháo và lắp máy khoan, phải làm gì nếu chổi khoan phát ra tia lửa, video hướng dẫn
Chức năng chính của công cụ
Mục đích chính của máy khoan điện là khoan lỗ trên vật liệu. Chính vì mục đích này mà Wilhelm Fein đã phát minh ra nó vào năm 1895.
Bên trong vỏ nhựa có các thành phần:
- động cơ điện;
- công tắc khởi động;
- hộp số;
- đảo ngược;
- người lưu giữ;
- tụ điện;
- cơ chế tác động.
Mâm cặp để gắn phụ kiện được gắn vào trục (trục chính) của máy khoan bằng ren và vít cố định.

Thiết bị khoan
Mũi khoan cố định quay cả sang phải và sang trái. Với mục đích này, một công tắc đảo ngược được đặt trên vỏ. Ở chế độ này, bạn chỉ có thể tháo mũi khoan ra khỏi lỗ hoặc tháo vít. Bật trong một khoảng thời gian ngắn ở tốc độ thấp.
Chế độ vận hành máy khoan
Nhiều người phải dùng bu-lông đóng vào tường để treo một bức tranh hoặc một bức tranh. Bây giờ việc này được thực hiện bằng máy khoan, thiết lập chế độ vận hành chính xác.
- Không bị căng thẳng. Công việc mộc và sửa ống nước được thực hiện ở chế độ này.
- Sốc. Để làm việc với nền bê tông, gạch hoặc đá. Mũi khoan quay di chuyển theo hướng dọc và thực hiện các chuyển động tịnh tiến (tác động).
Tốc độ của máy khoan khác nhau đối với các nhiệm vụ khác nhau và được điều chỉnh theo hai cách.
- Cơ khí. Vị trí mong muốn được đặt trên thang đo. Khi tốc độ giảm, mô-men xoắn tăng. Công suất đầu ra không thay đổi ngay cả khi có tải. Bạn có thể đặt tốc độ trong khi máy khoan đang chạy.
- Điện tử. Tốc độ được điều khiển bởi một bộ biến trở tích hợp. Khi bạn nhấn nhẹ phím chuyển đổi, mũi khoan sẽ quay ở tốc độ thấp. Khi bạn nhấn mạnh hơn, tốc độ sẽ tăng lên cho đến khi đạt đến giới hạn đã đặt. Giá trị cực trị có thể bị giới hạn bởi một bánh xe đặc biệt trên nút. Công suất đầu ra với phương pháp này bị giảm.
Cơ cấu cố định mũi khoan
Rất khó để làm việc với một mũi khoan được lắp không đúng cách. Nó bị vỡ hoặc bay ra ngoài, dẫn đến lỗ không đều.
Máy khoan có mâm cặp hàm. Vòng điều chỉnh di chuyển dọc theo bề mặt của hình trụ rỗng. Mâm cặp được gắn trên trục khoan với đế có lỗ ren hoặc lỗ côn.
Cách lắp mũi khoan vào mâm cặp
Bước 1: Hàm mâm cặp được đóng lại.

Hàm mâm cặp đóng
Bước 2. Xoay vòng điều chỉnh ngược chiều kim đồng hồ bằng tay. Các hàm bên trong mâm cặp có khoảng cách lớn hơn một chút so với kích thước của mũi khoan.

Xoay vòng ngược chiều kim đồng hồ bằng tay
Bước 3. Đưa mũi khoan vào mâm cặp đến độ sâu tối đa có thể. Đường kính của dụng cụ kẹp được phép là 2 - 13 mm.

Chèn mũi khoan vào giữa các cam
Bước 4. Bằng cách xoay vòng điều chỉnh theo chiều kim đồng hồ bằng tay, siết chặt mũi khoan.

Xoay vòng điều chỉnh theo chiều kim đồng hồ
Bước 5. Đưa mũi khoan vào lỗ trên thân mâm cặp sao cho các răng trên chìa khóa và mâm cặp khép kín.

Cắm chìa khóa vào các lỗ của hộp mực
Bước 6. Với một lực ấn nhẹ, xoay chìa khóa theo chiều kim đồng hồ cho đến khi nó dừng lại để cố định máy khoan một cách an toàn. Có 2 - 3 lỗ khóa, ta lần lượt nhét vào từng lỗ để kẹp đều nhau.

Xoay chìa khóa theo chiều kim đồng hồ cho đến khi nó dừng lại
Bước 7. Máy khoan đã sẵn sàng để sử dụng.

Hình ảnh mũi khoan có mũi khoan cố định
Trước khi thực hiện bất kỳ công việc bảo trì nào, hãy rút phích cắm ra khỏi ổ cắm.
Để tránh làm mất chìa khóa, những người thợ thủ công buộc chặt nó bằng băng keo điện vào dây khoan.
Ít được sử dụng hơn là mâm cặp hàm tháo nhanh, được siết chặt mà không cần chìa khóa. Nó đi kèm với một hoặc hai tay áo điều chỉnh với các rãnh chống trượt. Nếu chỉ có một tay áo, hãy giữ thân máy khoan bất động. Nếu có hai tay áo, bộ phận cố định vào trục quay vẫn bất động. Bộ phận chuyển động được quay bằng tay: khi cố định mũi khoan theo chiều kim đồng hồ, khi tháo ngược chiều kim đồng hồ.
Cách tháo mũi khoan ra khỏi mâm cặp
Chỉ có thể tháo máy khoan khỏi dụng cụ đã ngắt kết nối.
Trong khi quay, mũi khoan và mâm cặp trở nên rất nóng. Không chạm vào chúng bằng tay trần ngay sau khi tắt.
Nếu mũi khoan không có vấn đề gì như kẹt hoặc gãy thì có thể dễ dàng tháo nó ra khỏi mâm cặp. Tiến hành theo thứ tự ngược lại.
- Chìa khóa được đưa lần lượt vào các lỗ của hộp mực và xoay nhẹ ngược chiều kim đồng hồ. Lực siết chặt của nắm tay yếu đi.
- Vòng điều chỉnh được xoay thủ công ngược chiều kim đồng hồ. Những nắm đấm bên trong đang rời ra.
- Lấy máy khoan ra.
Nếu máy khoan có cơ cấu khóa thì trước tiên hãy nhấn nút khóa.
Cách sử dụng máy khoan: quy tắc cơ bản
Bắt đầu công việc
- Trước khi bật, hãy kiểm tra phích cắm và dây điện. Nếu bị hư hỏng, không sử dụng máy khoan. Phích cắm phải vừa khít với ổ cắm.
- Tay cầm bên (nếu có) được đặt trên trục xoay và cố định theo bất kỳ hướng nào. Nó cung cấp thêm quyền kiểm soát cho thiết bị.
- Mũi khoan được cố định chặt chẽ trong mũi khoan.
- Đặt công tắc sang chế độ khoan/khoan.
- Để giới hạn độ sâu, hãy đặt và cố định vị trí của bộ giới hạn.
- Bộ điều chỉnh đặt tốc độ tối đa.
- Có những mũi khoan có chức năng nhận biết đường kính mũi khoan trong khoảng 3 - 13 mm. Trong trường hợp này, quá trình tự động hóa sẽ tính đến kích thước của máy khoan và vật liệu đang được xử lý. Tốc độ tối ưu được xác định bởi chế độ lái tự động. Không thể sử dụng tự động hóa nếu đường kính mũi khoan lớn hơn thân. Sau đó, tốc độ yêu cầu được đặt thủ công.
- Nhấn phím chuyển đổi. Nếu điều khiển tốc độ là điện tử, nó sẽ được thay đổi bằng cách nhấn nhẹ vào cò.
Cách làm lỗ dọc, ngang, góc trên gỗ
Trong quá trình khoan, phôi hoặc bộ phận được kẹp chặt vào một cái kẹp trên bàn làm việc hoặc bằng kẹp vào bàn làm việc.
Trong mọi trường hợp, bạn không nên cầm bộ phận đó bằng tay; cả hai tay phải được tự do.
Các lỗ bằng máy khoan điện trên bất kỳ vật liệu nào chỉ được khoan ở góc 900.
Cách khoan lỗ thẳng đứng
- Đặt máy khoan ở chế độ khoan.
- Chọn tốc độ: mũi khoan càng mỏng thì càng cao. Đường kính của mũi khoan và trục vít phải bằng nhau. Nếu không, vít sẽ khó lắp và gỗ sẽ bị nứt.
- Nếu lỗ xuyên qua, tốt nhất nên đặt nó dưới phôi khối gỗ. Điều này sẽ ngăn các cạnh của lỗ bị tách ra khi mũi khoan đi ra.
- Nếu lỗ bị mù thì đường kính và độ sâu của nó phải bằng đường kính và độ sâu của vít để vặn vào. Ngay cả khi bạn vặn vít tự khai thác, việc khoan trước nhẹ sẽ giúp công việc dễ dàng hơn.
- Mũi khoan chỉ đi vào bề mặt ở một góc vuông. Sau khi cố định đầu mũi khoan vào gỗ, hãy bật tốc độ tối đa để có được cạnh lỗ nhẵn. Tốc độ càng cao thì mũi khoan di chuyển và cắt thớ gỗ càng chính xác.
Video: cách khoan lỗ vuông góc bằng sản phẩm tự chế
Đối với lỗ nằm ngang, chỉ có phôi được di chuyển. Nếu cần có lỗ ở một góc, vị trí mong muốn của bộ phận sẽ được đặt ở vị trí ngược. Nó được kẹp cứng và nghiêng để mũi khoan đi vào vuông góc với bề mặt.

Ghế phó có miếng đệm
Nếu cần một lỗ trong một phần hình dạng không chuẩn(ví dụ: hình trụ), chuẩn bị một hoặc nhiều miếng đệm. Họ cố định vị trí mong muốn của phôi trong một cơ cấu phó và dẫn mũi khoan (tốt nhất là có đầu định tâm) đến điểm khoan.
Mũi khoan chỉ đi vào một bề mặt phẳng. Các chuyên gia sử dụng thiết bị gá để khoan ở một góc được gắn vào bộ phận.

Jig để khoan lỗ ở một góc
Bạn có thể tự làm dây dẫn đơn giản nhất.
- Trong khối dày 50 - 60 mm, khoan một lỗ ở góc 900 với độ sâu không quá 5 mm.
- Không tháo mũi khoan ra khỏi lỗ, thay đổi hướng của mũi khoan đến góc mong muốn. Khoan trước sẽ ngăn nó trượt ra ngoài. Khoan khối đến độ sâu tối đa của nó.
- Dây dẫn nguyên thủy đã sẵn sàng. Lỗ khoan sẽ đóng vai trò là hướng dẫn cho mũi khoan.
Nếu các bậc thầy không muốn sử dụng dây dẫn, họ sẽ tự phát minh ra thiết bị tiện lợi.
Video: thiết bị khoan góc
Cách khoan lỗ trên nền bê tông và gạch
Nếu các lỗ vuông góc được khoan ở công trình xây dựng, giá đỡ sẽ đảm bảo hướng khoan chính xác. Bộ giới hạn độ sâu khoan sẽ cho bạn biết khi nào nên dừng. Nếu nó không được bao gồm trong máy khoan, hãy tự làm. Một khối gỗ được “cắt” vào máy khoan sẽ được sử dụng để làm việc. Diện tích trống của mũi khoan bằng độ sâu yêu cầu. Hoặc họ quấn băng dính điện xung quanh máy khoan phía trước phần như vậy.
Chỉ có búa quay mới có thể chịu được tải trọng dài ở chế độ sốc. Nhưng đối với công việc ngắn hạn, máy khoan là phù hợp. Để thực hiện việc này, hãy đặt chế độ sốc và vận hành ở tốc độ cao. Điều quan trọng là phải đảm bảo rằng không có hệ thống dây điện hoặc phụ kiện ẩn trên tường hoặc trần nhà.
Khi khoan các bề mặt như vậy, rất nhiều bụi và mảnh vụn bám vào máy khoan;
Khi kết thúc công việc, hộp mực được thổi ra bằng một luồng khí nén.
Mũi khoan được đánh dấu “dành cho bê tông” có bộ phận cắt cacbua sẽ nhanh chóng khoan xuyên tường hoặc trần nhà. Sẽ là tối ưu nếu chúng có chuôi lục giác. Đường kính khoan tối đa trong bê tông là 16 mm. Nếu lỗ có đường kính lên tới 8 mm thì dễ gia công mũi khoan kim cương.
Video: lỗ trên tường bê tông dưới ván chân tường
Để khoan một lỗ có đường kính lớn (cho ổ cắm điện), hãy sử dụng mũi khoan hình vòng.
Khi khoan gạch, hãy chọn mũi khoan cacbua có đầu pobedit. Khoan ở tốc độ cao ở chế độ tác động. Điều quan trọng là không có hệ thống dây điện nào chạy bên trong khối xây. Vị trí khoan được đánh dấu bằng một cú đấm ở giữa và đầu mũi khoan được đặt vào lỗ. Khoan vuông góc để không làm gãy mũi khoan. Quá trình này yêu cầu áp lực nhẹ nhàng lên mũi khoan và làm mát mũi khoan thường xuyên nước lạnh.
Khi sử dụng máy khoan ở chế độ va đập cần phải có kính an toàn. Chúng sẽ bảo vệ mắt bạn khỏi bụi, mảnh bê tông và gạch.
Cách khoan kim loại
Đường kính khoan tối đa cho phép khi làm việc với thép là 13 mm.
Đối với thép, hãy chọn mũi khoan được đánh dấu “dành cho kim loại”. Nếu bộ phận nhỏ, hãy cố định nó bằng một cái kẹp. Sử dụng một cú đấm trung tâm để xác định vị trí khoan và đánh nhẹ. Một vết lõm nhỏ được hình thành và phần cuối của mũi khoan được đặt vào đó theo một góc vuông. Khoan kim loại bằng áp suất không đổi. Nếu kim loại cứng thì quá trình khoan sẽ chậm. Kim loại mềm được xử lý ở tốc độ trung bình.
Mũi khoan được lấy ra khỏi kim loại đã khoan mà không cần tắt máy khoan. Nó sẽ tắt khi nó hoàn toàn thoát ra khỏi lỗ.
Khi làm việc với kim loại, hãy đeo kính an toàn và mặc quần áo bó sát, có tay áo dài để tránh tác hại từ tia lửa và mảnh kim loại gai nhọn.
Vì bằng thép không gỉ sử dụng mũi khoan được đánh dấu “dành cho thép không gỉ”. Một mũi khoan đơn giản ngay lập tức quá nóng trong quá trình vận hành và kim loại nhớt sẽ tan chảy. Để làm mát, các hợp chất đặc biệt dựa trên lưu huỳnh và dầu máy được sử dụng. Máy khoan được đặt ở tốc độ tối thiểu (100–600). Nếu không điều chỉnh trơn tru, hãy khoan dần dần: khởi động dụng cụ trong 1-2 giây và tắt ngay.
Video: cách khoan kim loại chính xác
Sau khi hoạt động kéo dài ở tốc độ thấp, máy khoan được chuyển sang tốc độ tối đa. Để yên trong 2-3 phút để nguội.
Đối với gang, hãy sử dụng mũi khoan “dành cho gang” có độ mài đặc biệt. Nhưng chúng rất khó tìm nên họ chọn mũi khoan cacbua cho kim loại. Gang là một loại vật liệu cứng nhưng nếu xử lý không cẩn thận sẽ dễ bị nứt. Địa điểm đã chọn sẽ bị xóa. Khoan bắt đầu với đường kính nhỏ ở tốc độ thấp, liên tục làm mát mũi khoan bằng dầu hỏa hoặc dung dịch gốc nước. Sự vội vàng và tăng áp lực sẽ chỉ gây hại.
Áp suất quá cao làm hỏng thiết bị. Tốt hơn là nên bắt đầu khoan với đường kính mũi khoan nhỏ hoặc với ít áp lực lên mũi khoan hơn.
Đối với kênh, bạn cần các mũi khoan kim loại từ 3,5 mm đến mũi khoan cần thiết với bước tăng 2–3 mm. Các lỗ dành cho máy khoan được lấp đầy bằng một cú đấm ở giữa. Khoan với áp lực nhẹ, bắt đầu với đường kính nhỏ hơn, khoan dần dần lỗ. Máy khoan được bôi trơn liên tục bằng dầu máy. Mũi khoan kim cương dễ sử dụng hơn.
Cách tạo rãnh trên gỗ
Phôi được cố định chắc chắn bằng kẹp hoặc kẹp để tránh bị xoắn và ngăn ngừa tai nạn. Nghiêm cấm cầm nó trên tay.
Bạn có thể tạo rãnh sạch, mịn, đều chỉ bằng dao phay. Trong trường hợp không có máy phay, những người thợ thủ công gắn một máy cắt từ bộ định tuyến có chuôi có đường kính 8 mm vào máy khoan. Tốc độ trục chính của máy khoan không đủ để gia công nghiêm túc. Tùy chọn này chỉ phù hợp cho công việc thô.
Một phụ kiện để khoan gỗ sẽ giúp bạn làm máng xối và kênh. Mũi khoan răng cưa sáu cạnh khoan vào tốc độ cao. Gỗ không bị nứt, bề mặt vẫn nhẵn. Quá trình khoan diễn ra theo ba hướng và thành công khi các cuộc khoan đơn giản không thành công.
Đối với các rãnh thô nhỏ, sử dụng mũi khoan đặc biệt với các cạnh cắt dọc và các vết cắt ngang.
Video: hoạt động của mũi khoan
phương pháp tự làm
Chúng được sử dụng khi không có máy cắt hoặc máy khoan như vậy.
Các dấu hiệu được thực hiện trên phôi và một luống được khoan đơn giản, kiểm soát độ sâu. Nếu máy khoan được điều khiển bằng điện tử, hãy bắt đầu ở tốc độ thấp. Khi chức năng này không có, máy khoan gỗ đặc biệt sẽ được sử dụng. Chúng có dạng xoắn ốc, được làm bằng thép cường độ cao và có một điểm để định tâm. Đầu mũi khoan được cố định vào gỗ và bật tốc độ tối đa.
Các nút nhảy vẫn còn giữa các lỗ, sau đó được loại bỏ bằng đục và làm sạch bằng giấy nhám.
Đối với các lỗ có đường kính 10–32 mm, sử dụng máy khoan vòng.
Cách khoan gạch
Đôi khi bạn cần một cái lỗ trên bức tường lót gạch ngói. Không nên khoan gạch, ngói và các vật liệu khác bị nứt bằng chế độ va đập. Nếu lỗ nhỏ thì dùng mũi khoan kính, gạch để khoan gạch men bằng mọi cách. Sau đó lắp mũi khoan bê tông vào và tiếp tục làm việc ở chế độ khoan búa. Vì cái lỗ lớn Khoan gạch bằng mũi khoan lõi phủ kim cương, sau đó tiếp tục xử lý bê tông.
Tại sao tia lửa trong máy khoan lại nguy hiểm?
Máy khoan điện, giống như bất kỳ dụng cụ điện nào khác, cần được bảo trì một cách có hệ thống. Các phụ tùng thay thế bị hao mòn trong quá trình vận hành và chất bôi trơn bị khô.
Chổi khoan cần được thay thế thường xuyên. Một trong những biểu hiện của vấn đề là ở điện áp mạng bình thường, động cơ điện không hoạt động. Tín hiệu sáng là sự hình thành ngọn lửa hình tròn trên bộ thu. Cảnh tượng đẹp nhưng nguy hiểm. Để không làm hỏng mỏ neo của máy khoan, chúng được thay đổi. Nên mua hàng chính hãng, không nên mua hàng Trung Quốc. Với họ, công cụ sẽ tồn tại lâu hơn nhiều.
Xin lưu ý: bàn chải không phổ biến. Nếu bạn không biết mình cần kích thước nào, hãy mang theo một cái cũ làm mẫu.

Bàn chải than chì cho máy khoan
Thiết kế của máy khoan cho phép bạn tự thay thế chổi than. Có những mẫu có cửa sổ cài đặt cọ trên thân máy. Việc thay thế rất đơn giản:
- Các phích cắm được tháo ra khỏi cửa sổ cài đặt.
- Loại bỏ bàn chải bị mòn.
- Bàn chải mới được cài đặt.
- Vít trong phích cắm.
Các mẫu máy khác yêu cầu tháo gỡ máy khoan ở mức tối thiểu:
- Tháo tất cả các ốc vít trên vỏ. Tháo vỏ. Sẽ thuận tiện hơn nếu để các ốc vít ở vị trí “bản địa” của chúng.
- Lấy giá đỡ bàn chải ra và loại bỏ những chiếc bàn chải bị mòn ra khỏi chúng.
- Lắp bàn chải mới vào, đẩy lò xo vào đúng vị trí.
- Lắp giá đỡ bàn chải vào đúng vị trí, siết chặt tiếp điểm điện của dây nguồn.
- Đóng nắp vỏ và siết chặt các vít.
Video: cách thay thế bàn chải
Vòi phun: tiết kiệm công sức và tiền bạc
Nếu chúng ta đưa ra đánh giá về các dụng cụ điện mà các nhà sản xuất sản xuất thêm các phụ tùng và phụ kiện đi kèm thì máy khoan điện sẽ dẫn đầu. Dụng cụ khoan biến thành một cỗ máy đa chức năng công việc sửa chữa. Cô ấy cưa, cắt, xay, xay và làm nhiều việc khác. Về hiệu suất, nó sẽ không thay thế hoàn toàn mọi công cụ, nhưng các nhiệm vụ ngắn hạn người giúp việc nhà quyết định.
Để vận hành, thân của phụ kiện được kẹp vào mâm cặp khoan, giống như một mũi khoan đơn giản và chế độ khoan được thiết lập.
Chà nhám và đánh bóng
Để mài, hãy sử dụng phụ kiện dành cho bánh xe có Velcro, nơi gắn các bánh xe mài mòn có kích thước hạt khác nhau. Kim loại và gỗ được đánh bóng bằng cốc hoặc đĩa. Ở những nơi khó tiếp cận, hãy sử dụng vòi phun quạt.
Tệp đính kèm là một chốt được gắn ở một đầu vào mâm cặp. Mặt khác, nó có một vật hàn ở dạng hình nón, viên đạn hoặc quả bóng. Chúng được gọi là máy cắt. Các lỗ được khoan và đánh bóng bằng vòi phun. Để mài thô và mài nhẵn, các phụ kiện rasp được sử dụng.
Máy khoan trở thành một máy mài điện với các phụ kiện đặc biệt. Góc mài có thể điều chỉnh được, bạn có thể mài bất cứ thứ gì: mũi khoan, đục, lưỡi đĩa.
Mũi khoan được mài sắc đúng cách sẽ mang lại chất lượng khoan tốt, ít bị kẹt và bảo quản dụng cụ.
Dụng cụ đánh bóng: nỉ mềm, chuyên dùng cho ô tô, đánh bóng các đầu da và các loại khác. Để thực hiện thao tác xoay theo bất kỳ hướng nào, hãy chọn tốc độ 1000 vòng quay.
Phụ kiện cắt kéo cho máy khoan “Cricket”
Với phụ kiện này, máy khoan sẽ trở thành mũi khoan cho tấm kim loại mỏng, tấm tôn và nhựa. Thân được gắn vào mâm cặp khoan. Nó có hai đầu cắt được đặt ở mức độ mong muốn. Ở tốc độ quay 3000 vòng/phút, nó tạo ra vết cắt không có gờ. Bạn có thể thay đổi mạnh hướng cắt để tạo các bộ phận có hình dạng.
Video: Hoạt động đính kèm dế
Tệp đính kèm giúp việc này trở nên dễ dàng hơn
Góc. Hoạt động ở những nơi khó tiếp cận như máy khoan và tuốc nơ vít.
Máy cắt vách thạch cao. Được sử dụng khi lắp đặt ổ cắm, hộp phân phối.
Trục linh hoạt. Một bên được gắn vào mâm cặp khoan và đầu kia của mâm cặp khoan. Máy khoan không thể hoạt động nếu không có phụ kiện đính kèm như vậy.
Làm thế nào khác để sử dụng máy khoan
Giống như một máy khoan
Một xưởng gia đình được trang bị tốt phải có giá đỡ cho máy khoan điện. Chỉ sử dụng tệp đính kèm hướng dẫn này mới có thể thực hiện được công việc phức tạp. Ví dụ, một lỗ được khoan với độ chính xác cực cao, đến một phần mười milimét. Giá đỡ máy khoan có gắn mũi khoan biến thành máy khoan.
Cần thiết khi làm việc với vật liệu cứng, khó xử lý. Nếu không có hướng đi nghiêm ngặt, mũi khoan sẽ không đi sâu mà chỉ làm trầy xước bề mặt như vậy.
Nên sử dụng giá đỡ có góc quay 900 hoặc 3600 của đầu làm việc hoặc thiết bị kẹp.
Nếu chân máy di động được cố định chắc chắn vào bàn làm việc, hãy khoan vuông góc và khoan dưới góc bên phải lên bề mặt phôi. Ngoài ra, chân máy còn giữ cho máy khoan không bị di chuyển sang một bên. Bộ vít sẽ giúp bạn duy trì chính xác độ sâu khoan được chỉ định.
Máy khoan được kẹp vào giá đỡ - một chiếc máy khoan gia đình nhỏ gọn với nguồn cấp liệu trơn tru đã sẵn sàng cho công việc. Các nhà sản xuất chỉ cho phép sử dụng các công cụ được đánh dấu là “chuyên nghiệp”.
Video: giá đỡ tự chế cho máy khoan điện
Nếu bạn gắn một máy phay có trục chính trên cao vào giá đỡ, bạn sẽ có được một chiếc máy tự chế máy phay.
Giống như một cái tuốc nơ vít
Máy khoan dễ dàng thay thế tuốc nơ vít. Để thao tác với vít, ốc vít hoặc tháo các phụ kiện bị kẹt, hãy bật hành trình ngược lại. Vít và bu lông được siết chặt ở tốc độ thấp.
Hãy cẩn thận, mũi khoan có thể bị trượt khi siết chặt các vít dài.
Các hướng quay được chuyển bằng cần đảo ngược sau khi dừng máy khoan.
Khoan như một máy trộn
Các nhà sản xuất sản xuất phụ tùng máy trộn cho máy khoan để trộn vật liệu dạng lỏng và dạng bột từ dưới lên. Máy khoan sẽ xử lý thể tích không quá 10 lít. Tốt hơn là không nên thực hành chế độ này trong thời gian dài. Không phù hợp với nặng hỗn hợp bê tông.
Tốt hơn là sử dụng máy trộn khoan đặc biệt. Thiết kế của họ bao gồm tay cầm bổ sung. Mục đích dự định là trộn hỗn hợp chính xác. Nó đi kèm với các tệp đính kèm và hoạt động trong thời gian dài mà không bị quá nóng. Giống như máy khoan, nó chỉ hỗ trợ chế độ khoan. Giá của các đơn vị như vậy cao hơn nhiều.

Máy trộn khoan có thêm tay cầm
Khoan: Sử dụng bất ngờ
Một máy khoan điện được mua để khoan. Sau đó, họ khám phá những ý tưởng ứng dụng tuyệt vời mới.
- Cắt Dây thép, cáp đồng và nhôm có đầu phun khu vực.
- Loại bỏ bụi bằng cách kết nối phụ kiện hút bụi với máy hút bụi.
- Cắt ren ở các lỗ mù mà không sợ làm gãy vòi, sử dụng mô-men xoắn tối thiểu.
- Hiệu chuẩn ống PP-R bằng thiết bị hiệu chuẩn.
- Bơm và bơm chất lỏng bằng phụ kiện bơm.
- Nhổ chim. Các đầu ngón tay bấm mềm mại của phụ kiện không làm tổn thương da.
- Đánh kem mật ong bằng dụng cụ bằng thép không gỉ tương tự như máy trộn.
Video: sản phẩm tự chế thú vị cho máy khoan điện
Xử lý đúng cách sẽ kéo dài tuổi thọ
Để một chiếc xe ga điện gia đình có thể hoạt động trong nhiều năm, bạn phải tuân theo một số quy tắc.
- Không để xảy ra hư hỏng cơ học (va đập, té ngã).
- Chế độ quá tải liên tục là nguy hiểm. Khi đèn sáng nghĩa là dụng cụ điện đang hoạt động ở công suất tối đa.
- Tránh kéo dài hoạt động liên tục. Một nhạc cụ không chuyên nghiệp cần được nghỉ ngơi thường xuyên. Nhiệt độ của cơ thể được kiểm tra định kỳ: nếu bạn không thể đặt lòng bàn tay lên đó, máy khoan sẽ bị tắt. Họ khuyến nghị nên làm việc trong 15 phút, sau đó nghỉ ngơi cho đến khi nhiệt độ của máy khoan phù hợp với nhiệt độ môi trường. Tổng thời gian thời gian làm việc mỗi ngày là 4 - 5 giờ, khoảng thời gian bật và nghỉ ngơi gần như nhau.
- Không sử dụng khi trời mưa, có tuyết hoặc ở những nơi có nhiều bụi bẩn.
- Phòng có môi trường khắc nghiệt hoặc dễ nổ có thể gây ảnh hưởng nguy hiểm đến các bộ phận của máy khoan. Dụng cụ điện phát ra tia lửa điện và bụi hoặc khói có thể bốc cháy.
- Làm việc thận trọng trong khu vực nối dây điện.
- Máy khoan được bật và tắt ở tốc độ không tải.
- Mũi khoan không được thả ra khỏi tay bạn cho đến khi vòng quay của mâm cặp dừng hẳn để không mất kiểm soát.
- Sau khi làm việc, loại bỏ bụi bẩn khỏi lỗ thông gió trên vỏ động cơ.
- Trong thời gian ngừng hoạt động kéo dài, mâm cặp và trục chính được phủ một lớp dầu bôi trơn bảo quản (dầu bôi trơn kỹ thuật).
Các cuộc tập trận thường khác nhau như thế nào? Nguồn, chế độ, tốc độ và quay số chức năng bổ sung. Chúng khác nhau: thu nhỏ và lớn, chạy bằng pin và chạy bằng điện, được làm bằng nhựa rẻ tiền và có các miếng lót chống trượt lạ mắt. Nhưng mỗi người trong số họ đều là nữ hoàng trong vương quốc dụng cụ điện gia đình.
- In
Khoan một lỗ thẳng góc 90 độ không phải là một việc dễ dàng. Có thể phải mất rất nhiều công sức để giữ cho mũi khoan ở độ cao và thẳng đứng. BullseyeBore gợi ý thực hiện việc này bằng cách sử dụng một số vòng đồng tâm bằng laser.
Máy khoan BullseyeBore sử dụng tia laser đỏ đơn giản để chiếu ba vòng lên bề mặt nơi bạn định khoan. Để giữ cho mũi khoan ở mức cao nhất có thể trong suốt quá trình, hãy quan sát ba vòng. Hai cái bên trong sẽ giữ nguyên vị trí cho dù mũi khoan có nghiêng thế nào, nhưng cái bên ngoài có thể di chuyển. Bằng cách căn chỉnh vị trí của vòng lớn nhất so với hai vòng nhỏ hơn, bạn sẽ đảm bảo rằng mũi khoan ở vị trí thẳng đứng hoàn toàn và lỗ sẽ trở nên hoàn hảo.

Ngoài ra, các vòng đồng tâm có thể cung cấp thông tin về độ sâu của lỗ. Khoảng cách giữa vòng tròn lớn và giữa sẽ biểu thị chính xác độ sâu khoan. Nếu lúc đầu có hình như thế này:
Ở giữa quá trình, các vòng tròn sẽ xích lại gần nhau hơn:

Và cuối cùng họ sẽ hợp nhất:

Tệp đính kèm trông giống như một chiếc đĩa nhỏ trong suốt có đầu nối để dễ dàng lắp đặt trên mọi máy khoan. Laser, quang học và pin đã được tích hợp bên trong. Đĩa êm, nhẹ và có khả năng chống va đập.

Các nhà sản xuất hiện đang phát triển một mô hình trong đó toàn bộ vật liệu trám sẽ được cấy vào mâm cặp khoan.
Bạn có thể tìm hiểu thêm về dự án.
Khi chế tạo bất kỳ thiết bị nào, đôi khi cần phải khoan một thanh gỗ hoặc kim loại hoặc bộ phận khác từ đầu. Ví dụ, để cắt ren trong trục, nối các trục lại với nhau hoặc gia công hốc cho chìa khóa, v.v.
Công việc tưởng chừng như đơn giản này thực chất lại khá phức tạp. Vì điều rất quan trọng là đảm bảo sự liên kết hoàn hảo giữa bản thân bộ phận và lỗ.
Một mẫu đơn giản có thể làm từ gỗ cứng (gỗ sồi, sồi, bạch dương khô) sẽ giúp chúng ta giải quyết vấn đề này. Hãy lấy một khối nhỏ từ một đầu và khoan nó vào máykhoan một lỗ có đường kính cho phần tương lai ở giữa độ dày của thanh.
Sau đó, chúng ta sẽ tiếp tục khoan, nhưng với một mũi khoan có đường kính bằng đường kính của mũi khoan mà sau đó chúng ta sẽ khoan bộ phận đó. Nếu lỗ trên bộ phận không cần thiết ở trung tâm, chúng tôi sẽ khoan lỗ làm việc để khoan trên mẫu cũng ở trung tâm, nhưng có độ lệch.
Nếu bạn phải tạo một hốc ở một bộ phận để lấy chìa khóa, thì đừng cố khoan thành nửa mũi khoan. Vật liệu mẫu có thể mềm hơn vật liệu của bộ phận và mũi khoan sẽ chỉ “đi” vào mẫu. Chỉ cần lấy một mũi khoan mỏng hơn. Cần phải khoan sao cho mũi khoan với phần cắt của nó không chạm vào mẫu.
Để đảm bảo độ tin cậy, bộ phận này được kẹp vào một cơ cấu phụ (nếu có thể). Nên tháo mũi khoan ra khỏi lỗ thường xuyên nhất có thể để loại bỏ phoi và làm nguội nó. Khi khoan kim loại, đặc biệt là kim loại cứng (duralumin, đồng, thép không gỉ), mũi khoan phải được làm mát trong dầu máy và không được để quá nóng để tránh bị “nghỉ phép”.
Khoan các phần cong.
Vấn đề này trình bày một trường hợp khá thú vị. Khi đăng ký một dacha hoặc mảnh vườn, Ở nhà ở phong cách mộc mạc, việc sử dụng tất cả các loại yếu tố bằng gỗ không chỉ ở thiết kế mà còn ở nội thất. Ví dụ, đèn đường treo trên cành hoặc cành rậm rạp. Khi chế tạo một chiếc đèn lồng như vậy, nhiệm vụ phát sinh là kéo dây điệnđể nó không thể nhìn thấy được. Bởi nếu lộ ra sẽ làm giảm đáng kể cảm nhận thẩm mỹ của sản phẩm.
Do đó, dây đôi khi được đặt trong một rãnh cắt thành phần vô hình của sản phẩm rồi được trát lại. Phương pháp này đơn giản nhưng cũng không phải là phương pháp tốt nhất.
Để khoan kênh trên một cành dày quanh co, bạn có thể lợi dụng thực tế là gỗ ở lõi cây mềm hơn nhiều so với gỗ xung quanh. Những thứ kia. cành cây có thể được coi như một loại “kênh cáp” bằng gỗ chứa đầy vật liệu mềm hơn. Vì vậy chúng ta phải loại bỏ nó và khoan nó ra.
Những cuộc tập trận thông thường, thậm chí rất dài, không phải lúc nào cũng có thể giúp ích cho chúng ta ở đây. Bạn sẽ phải tự làm một mũi khoan linh hoạt.

Nếu bạn có một lò xo chắc chắn từ một trục linh hoạt thì bạn rất may mắn. Bạn có thể gắn một cách an toàn bộ gõ thông thường (chỉ bộ gõ ngắn nhất) vào đó bằng cách hàn và với công cụ này, bạn có thể khoan một cành cây một cách chậm rãi và dễ dàng. Kỹ thuật này chỉ thực hiện được khi cành đủ dày và lỗ phải có đường kính 15-20 mm.
Nếu bạn phải khoan một cành cây khá mỏng, bạn sẽ phải tự mình thực hiện mũi khoan. Để làm điều này, hãy lấy một đoạn dây thép dẻo nhưng đàn hồi và dẹt đầu của nó trên một cái đe, để bạn có được một chiếc thìa nhỏ. Hãy nhẩm chia nó dọc theo trục của mũi khoan tương lai thành 2 nửa. Và sử dụng dũa, chúng tôi mài từng nửa theo hướng ngược lại. Chúng tôi để lại một điểm hướng dẫn nhỏ ở trung tâm. Những thứ kia. Chúng tôi lặp lại hình dạng của một mũi khoan thông thường - đặc quyền.
Trước khi bắt đầu khoan, chúng tôi sử dụng một mũi khoan thông thường để tạo một chỗ lõm trên cành cần khoan, để mũi khoan của chúng tôi sẽ ngay lập tức nhận được một số hướng và “hỗ trợ” dưới dạng những bức tường chắc chắn hơn. Nắm chặt đầu đối diện của sự ngẫu hứng của chúng tôi máy khoan tự chế vào mâm cặp khoan và sau khi lắp mũi khoan vào các kẹp, hãy bật tốc độ chậm nhất. Giữ “máy khoan” bằng một tay (với một chiếc găng tay chắc chắn), chúng ta bắt đầu khoan cành từ đầu mỏng hơn. Lực ép cành lên máy khoan phải ở mức tối thiểu và dao động. Sau một thời gian, bạn sẽ quen với nó và quá trình sẽ diễn ra nhanh hơn. Bạn nên thử nghiệm các góc mài để có kết quả tốt nhất.
Mũi khoan dường như chà xát phần lõi gỗ mềm hơn và di chuyển sâu hơn vào cành cây. Nếu bạn phải khoan một cành rất dài thì tất nhiên việc này nên được thực hiện từ các phía khác nhau. Bằng cách này, cả hai lỗ sẽ gặp nhau ở giữa và mũi khoan sẽ không cần quá dài.
Bạn có thể kéo một sợi dây qua một cái thùng được khoan theo cách này và nhìn từ bên ngoài, nó sẽ không lộ ra chút nào. Sau khi thành thạo kỹ thuật này, bạn sẽ có thể làm những món quà lưu niệm hoàn toàn tuyệt vời từ những cành cây quanh co và xương xẩu. Ví dụ như móc treo đèn lồng hoặc đèn bàn, cây lưu niệm rải đầy bóng đèn thu nhỏ hoặc đèn LED, v.v.
Xin chào các bạn và đồng nghiệp của tôi!
Chúng tôi tiếp tục nói chuyện với bạn về cách thực hiện một số thao tác dễ dàng hơn khi làm việc với gỗ. Trong bài viết này, tôi sẽ cho bạn biết cách khoan một lỗ trên một bộ phận một cách chính xác, chính xác và đồng đều (không chỉ ở mặt tiền mà còn từ phần cuối). Tất nhiên, việc này sẽ yêu cầu một số thiết bị, nhưng không thành vấn đề vì tất cả những thứ này đều được bán trong cửa hàng.
Khi có ý định lắp ráp một chiếc tủ quần áo, bàn đầu giường hay một số đồ nội thất khác, chúng ta cần tất cả các lỗ trên các mảnh ghép sao cho bằng nhau và chính xác nhất có thể. Vì nó chính xác từ sự chính xác và đồng đều lỗ khoanđộ chính xác lắp ráp phụ thuộc. Vì vậy, hãy bắt đầu.
Để tạo lỗ từ phía trước phôi, tuốc nơ vít hoặc máy khoan là đủ. Hôm nay chúng ta sẽ thực hiện một bài tập làm cơ sở. Bạn cũng sẽ cần một thiết bị được gắn trên máy khoan và cho phép bạn khoan lỗ một cách chính xác và đều nhất có thể.
Mũi khoan được đặt ở giá đỡ trên cùng của thiết bị này và được kẹp chặt bằng vít. Cờ lê lục giác rất hữu ích để siết chặt các vít mẹ. Thiết bị này có thể được mua tại bất kỳ đại siêu thị xây dựng nào. Bạn chỉ cần chạy một chút, bởi vì... chi phí của thứ này dao động từ 500 rúp đến 2000 rúp, tùy thuộc vào nhà sản xuất và sự ngạo mạn của chính cửa hàng.
Chúng tôi vặn tay cầm và để nó sang một bên, bởi vì Nó không thuận tiện lắm để sử dụng. Hướng dẫn được giữ hoàn hảo bằng tay. Tôi vẫn không hiểu tại sao lại cần phần màu đỏ ở giữa, mặc dù tôi đã thay thế một vài thiết bị như vậy. Vâng, quan trọng nhất là đừng bao giờ đánh rơi thứ này, nếu không nó sẽ bị cong và không thể sử dụng được. Hai hướng dẫn phải được căn chỉnh trên một mặt phẳng.
Để khoan một lỗ từ mặt tiền, hãy đánh dấu vị trí khoan càng chính xác càng tốt và lắp thiết bị bằng mũi khoan ngay phía trên điểm đánh dấu, sau đó cẩn thận nhả mũi khoan xuống và nhắm vào tâm của điểm đánh dấu. Sau đó cẩn thận khoan một lỗ. Đây là cách chúng tôi có được một lỗ nhẵn từ mặt tiền.
Để tạo một lỗ ở cuối, bạn cần nới lỏng các vít phía dưới, sau đó hạ các thanh dẫn xuống dưới mặt phẳng 2-3 cm, sau đó siết chặt các vít lại. Đặt mặt phẳng của thiết bị vào phần cuối của phôi và chúng tôi đặt các thanh dẫn hướng mở rộng vào cả hai mặt tiền cùng một lúc. Vì vậy, chúng ta lấy tâm của phần cuối của phôi và khoan một lỗ.
Nhưng phương pháp khoan lỗ ở đầu phôi này không tốt lắm, bởi vì... các phôi phải được giữ giữa hai chân và nhìn chung khó có thể cố định tốt bằng cách nào đó. Và các lỗ bật ra, chúng ta đừng nói dối, đều và chính xác. Chúng không chính xác vì kết cấu của gỗ hoặc phần cuối không tráng men của tấm ván dăm khiến mũi khoan lệch sang một bên và gây khó khăn cho việc cầm máy.
Trong trường hợp này, một dao phay phụ trợ sẽ ra tay giải cứu. Khi tôi tự mình khám phá ra thì công việc trở nên dễ dàng và nhanh chóng hơn. Điểm hay của máy nghiền phụ là cuối cùng nó thực hiện công việc khoan lỗ rất xuất sắc. Tôi sẽ không đi sâu vào thông số kỹ thuật và tôi sẽ chỉ nói một điều: công cụ này giúp công việc trở nên rất dễ dàng và khoan lỗ rất chính xác. sưu tầm cũng rất hay ngăn kéo sử dụng công cụ này. Nhưng đây là trong một tài liệu khác.
Đọc cũng được.


